.png)

 Tweet
Tweet
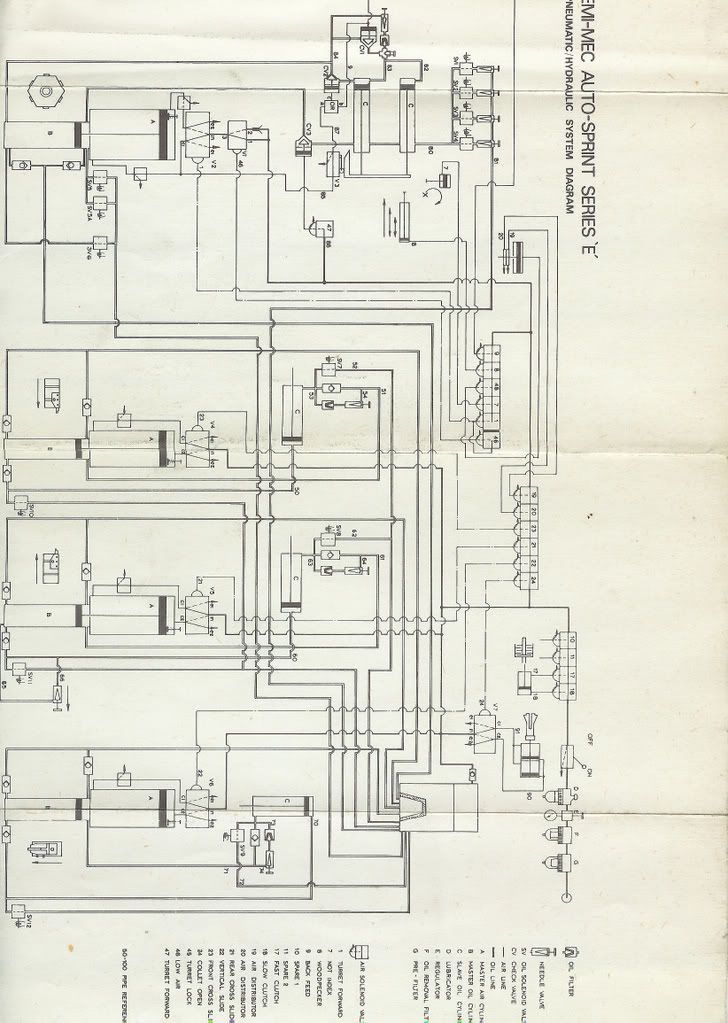
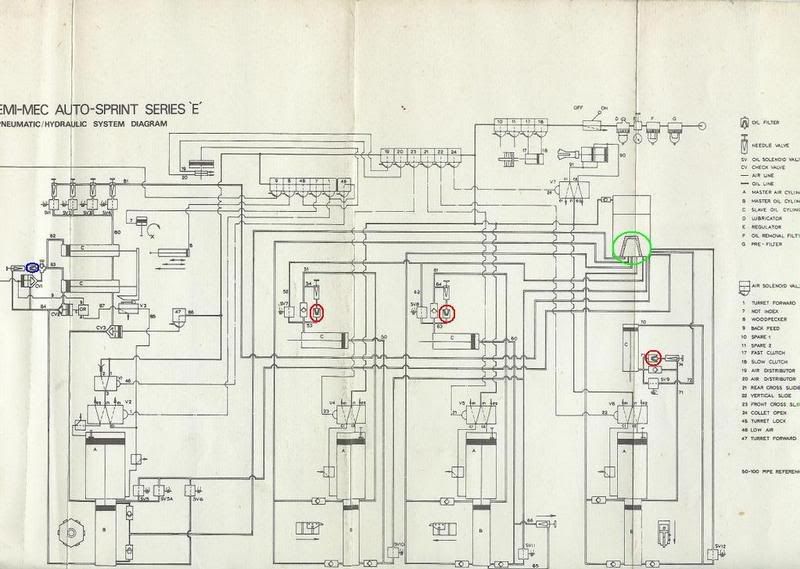
First a little back ground for you guys. I am a pour machinst working a full time day job trying to run my part time machine shop on a limited budget. I own a Auto Turn automatic turret lathe vintage 1978 machine made by EMI-EMC. I am told that this machine is made in the U.K. The machione is rather basic to run and the operating system of the machine is fairly straight forward. In a nut shell a bunch of cross slides and a turret moved by hydraulic cylinders powered by air over hydraulic slave pumps all of which is told what to do via a switch board and some relays, silenoid valves and limit switches.
Each cross slide has it's own slave pump and the turret has it's own slave pump. When each cylinder is actuated it is in rapid mode until it hits a limit switch which tells a selinoid valve to switch system over to needle valve to control the feed rate. When the lather is in automatic operation the cylinder hits a limit switch and returns to the home position and the machine moves on to the next command.
Now for the problem. I notice one day after doing a part change over that the vertical cross slide was moving way slower than it should and it wouldn't fully cut a part off. I tried opening the needle needle valve which should increase the feed rate and nothing happened even with it wide open. So I checked the fluid level and much to my surprise I have made the mistake of allowing the hydraulic fluid level get to with in 1 " of the bottom of resevoir.
I am not sure but I fear I have intorduced air into the hydraulic system over a period of time. The way it looks the vertical cross slide and rear cross slide are the only two systems affected at this time. The slides will rapid just fine but they cut at about 90% of what they should cut at when they switch over to the feed mode of the cylce. Infact when the travel of the slide nears the limit switch or dead stop, they move about .05 per minute. Like I said before it is real slow.
So does any one have any opinions on what other problems I could have? I contacted a person about this issue and he said I could have one of three problems or even possibly all of them.
1) air in the lines, which is all i am hoping it is.
2) the slave pumps could need repair kits put in them. But what are the chances of two of those going bad at the same time?
3)bad silenoid valve that switches the system over from rapid mode to feed mode. Again what would the chance be that two of those would go bad at the same time?
I have read the manual about bleading the system. But I am not really even sure if I am doing that right because it varried from what this guy told me to do over the phone. So yes, I am second guessing everything at this point. The book says in manual operation, set the slide to rapid within 1/2" of the end of stroke and let it feed the rest of the way to the dead stop and then let it dwell for a few second and then return the slide back to its home position. Repeat several time and keep an eye on the resevoir level through out function. This guy I talked to said in auotmatic mode run a short program to operate the slide and set the slide so that it will feed the entire stroke of the slide from home to dead stop. Who or what is right? Without knowing the answer to the question and niether solution really seming to work, I tried cracking the supply and return lines at the cylinder that operates the vertical cross slide (furthest cylinder from the pumps) to try and bleed the air out there. I did get some air bubles but nothing that i would have thought have affected things. But maybe any air is a bad thing all to gether.
My questions for any one that was willing to read this far are this; where would you try and bleed the system out next so I can totally rule out whether or not the problem is air? How do I rule out the next easiest thing to fix...whether or not I have a bad silenoid valve? Why aren't the front cross slide and the rear turret affected like the other two cross slides?
Even though I am under pressure to get some parts made for a customer I am trying to keep a good look on things and look at it as a learning experience. So the way it looks worst case scenereo is that I will end up putting repair kits in the slave pumps and a replacing a few silenoid valves. About the only problem I would have then is how do I get the air out of the system so I can get back to work? Back to square one.
About the only problem I would have then is how do I get the air out of the system so I can get back to work? Back to square one. 
thanks for any help I may get.
Jr
Each cross slide has it's own slave pump and the turret has it's own slave pump. When each cylinder is actuated it is in rapid mode until it hits a limit switch which tells a selinoid valve to switch system over to needle valve to control the feed rate. When the lather is in automatic operation the cylinder hits a limit switch and returns to the home position and the machine moves on to the next command.
Now for the problem. I notice one day after doing a part change over that the vertical cross slide was moving way slower than it should and it wouldn't fully cut a part off. I tried opening the needle needle valve which should increase the feed rate and nothing happened even with it wide open. So I checked the fluid level and much to my surprise I have made the mistake of allowing the hydraulic fluid level get to with in 1 " of the bottom of resevoir.
I am not sure but I fear I have intorduced air into the hydraulic system over a period of time. The way it looks the vertical cross slide and rear cross slide are the only two systems affected at this time. The slides will rapid just fine but they cut at about 90% of what they should cut at when they switch over to the feed mode of the cylce. Infact when the travel of the slide nears the limit switch or dead stop, they move about .05 per minute. Like I said before it is real slow.
So does any one have any opinions on what other problems I could have? I contacted a person about this issue and he said I could have one of three problems or even possibly all of them.
1) air in the lines, which is all i am hoping it is.
2) the slave pumps could need repair kits put in them. But what are the chances of two of those going bad at the same time?
3)bad silenoid valve that switches the system over from rapid mode to feed mode. Again what would the chance be that two of those would go bad at the same time?
I have read the manual about bleading the system. But I am not really even sure if I am doing that right because it varried from what this guy told me to do over the phone. So yes, I am second guessing everything at this point. The book says in manual operation, set the slide to rapid within 1/2" of the end of stroke and let it feed the rest of the way to the dead stop and then let it dwell for a few second and then return the slide back to its home position. Repeat several time and keep an eye on the resevoir level through out function. This guy I talked to said in auotmatic mode run a short program to operate the slide and set the slide so that it will feed the entire stroke of the slide from home to dead stop. Who or what is right? Without knowing the answer to the question and niether solution really seming to work, I tried cracking the supply and return lines at the cylinder that operates the vertical cross slide (furthest cylinder from the pumps) to try and bleed the air out there. I did get some air bubles but nothing that i would have thought have affected things. But maybe any air is a bad thing all to gether.
My questions for any one that was willing to read this far are this; where would you try and bleed the system out next so I can totally rule out whether or not the problem is air? How do I rule out the next easiest thing to fix...whether or not I have a bad silenoid valve? Why aren't the front cross slide and the rear turret affected like the other two cross slides?
Even though I am under pressure to get some parts made for a customer I am trying to keep a good look on things and look at it as a learning experience. So the way it looks worst case scenereo is that I will end up putting repair kits in the slave pumps and a replacing a few silenoid valves.
About the only problem I would have then is how do I get the air out of the system so I can get back to work? Back to square one. thanks for any help I may get.
Jr





Comment