.png)

 Tweet
Tweet
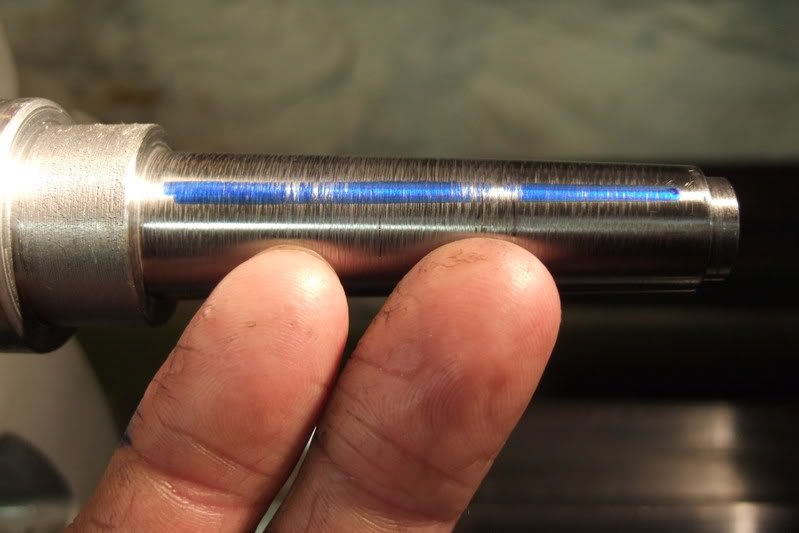
Making a mandrel for a friend, to hold a buffing wheel for buffing
wooden bowls and such.
Stock is 1.250" mystery metal ( mild steel of some kind). 12.5" long.
Mounted in 4jaw with about 4"or 5" hanging out of chuck, dialed in to
a thou or two, turned roughly 3" length to about 7/8".
Then set up the taper attachment and turned a MT#2 on that end
also drilled and tapped to 3/8"-16 for draw bar.
Everything up to this point went well, no surprizes.
Then I removed the 4 jaw, popped in the spindle adaptor sleeve,
inserted the freshly made MT#2 with draw bar and tightened.
Faced off the new end ,center drilled, put my cheapo live center
in the tailstock ,brought that into position, snugged it up.
Now when I take a cut, either light or heavish, with a tool
side cutting or round nosed, on center or a little low, I get
chatter every time. ....Shrug?....
Never had this problem before.
I snugged the crossslide gib, Phase 2 QC tool post with minimum
overhang South Bend 10L lathe flat belt drive, middle step on
3 step pulley .
I think that puts the speed around 470 rpm. 2 thou per rev feed.
HSS hand ground tooling.
What am I doing wrong?
Mike Green
wooden bowls and such.
Stock is 1.250" mystery metal ( mild steel of some kind). 12.5" long.
Mounted in 4jaw with about 4"or 5" hanging out of chuck, dialed in to
a thou or two, turned roughly 3" length to about 7/8".
Then set up the taper attachment and turned a MT#2 on that end
also drilled and tapped to 3/8"-16 for draw bar.
Everything up to this point went well, no surprizes.
Then I removed the 4 jaw, popped in the spindle adaptor sleeve,
inserted the freshly made MT#2 with draw bar and tightened.
Faced off the new end ,center drilled, put my cheapo live center
in the tailstock ,brought that into position, snugged it up.
Now when I take a cut, either light or heavish, with a tool
side cutting or round nosed, on center or a little low, I get
chatter every time. ....Shrug?....
Never had this problem before.
I snugged the crossslide gib, Phase 2 QC tool post with minimum
overhang South Bend 10L lathe flat belt drive, middle step on
3 step pulley .
I think that puts the speed around 470 rpm. 2 thou per rev feed.
HSS hand ground tooling.
What am I doing wrong?
Mike Green








Comment