.png)

 Tweet
Tweet
In the thread on tool grinding, you mentioned that you never use aluminum oxide wheels on your pedestal grinder. What sort of wheel do you use and why not AlOx?? JIM
-
jim -
Wheels within wheels
Jim.
My pedestal grinder is a general purpose shop grinder - not just a lathe tool grinder.
I just use common garden variety emery wheels - same as those that came with the machine when I bought it.
I was trained even as a student at Technical School - prior to my starting an Apprenticeship at age 16 - to use emery wheels as they were the default/standard in many/most shops. It was the same during my Apprenticeship - at Trade School and in the Shops after I finished.
Aluminium Oxide (and Silicon Carbide and diamond) wheels were reserved for the Tool Room. Only machines that had Al-Ox in the main shops were the larger surface and cylindrical grinders.
Al-Ox wheels throw a lot more grit than emery and they are less forgiving if they get a bit of abuse.
I am not saying that Al-OX should not be used or that emery wheels should be use in every case at all.
I am very fussy about keeping my emery wheel well-dressed so that it is as "flat" and sharp (and not glazed, filed or "blunt") as I can. It pays off.
Every shop owner can choose for himself. -
Thanks for the quick answer Mr. Tiffie. Now, I need some more help. Checking out Enco and Victor I did not find any listing for emery wheels, just al-ox, silicon carbide and diamond. It is my belief that in the USA most all bench grinders come right out of the box with al-ox wheels. Is there any other name for emery wheels???JIMjimComment
-
Emery is aluminum oxide. Natural emery has some impurities, mainly iron compounds, but the main abrasive is aluminum oxide.Jim H.Comment
-
I am still learning, a little more every day. JIMjimComment
-
I don't think there have been real emery (natural aluminum oxide) wheels made in 50 years. Like Jim says, the cheap grey wheels you get on a pedestal grinder are Aluminum Oxide, but they have a concrete-hard bond: M through T.Originally posted by JCHannum
Most aluminum oxide "Toolroom" wheels are H-J bond -- much softer bond. That cuts much cooler, with much less burning, than the grey wheels.
Hard bonded wheels are used for longer wheel life on soft materials like low- medium carbon steel, and for jobs with small or narrow areas of contact. Soft bond wheels are used for rapid stock removal, for jobs with large areas of contact, and for hard materials such as tool steels.Last edited by lazlo; 08-17-2009, 11:55 AM."Twenty years from now you will be more disappointed by the things that you didn't do than by the ones you did."Comment
-
Missed it - sorry.
Originally Posted by JCHannum
Emery is aluminum oxide. Natural emery has some impurities, mainly iron compounds, but the main abrasive is aluminum oxideOops.Originally posted by lazlo
Sorry Jim and Lazlo.
I missed those posts.
I first started in machine shops at about age 14 (58 years ago) in Technical School when I was doing my mandatory 3 year min 4-year max pre-Apprenticeship schooling. My 5-year Apprenticeship started when I was just under 16. (Apprenticeships had to be completed when or before age 21).
So, I guess that those "50-years-ago" "emery" wheels would have been in school and commercial shops then.
I guess you can see how the generic "emery" got into the language.
I dealt with this issue here:
Comment
-
Tiff, I wasn't picking on you about natural emery versus aluminum oxide, just opining that toolgrinding with hard grey wheels is a pain.
A soft (bonded) wheel is so much nicer to grind with, and pretty darn cheap at the usual suspects."Twenty years from now you will be more disappointed by the things that you didn't do than by the ones you did."Comment
-
OK, sooo, to grind high speed steel lathe tools we purchase (or already have) an 8inch bench grinder. Then purchase an I J or K hardness tool room wheel, make an adapter for the inch &1/4 hole in the new wheel to fit the bench grinder. Now we can grind the HSS tool much faster and cooler too.?? I have noticed over the years that bench grinder wheels almost never wear out. Thats because they are far too hard. Tool room wheels are not listed in 6 inch dia. is why I mentioned the 8 inch grinder. JIMjimComment
-
Here's a Norton 60 grit, K bond, for a pedestal grinder. $21.56, but wait for the once a week 25 - 35% off sale:
or here's a Norton "toolroom" pedestal wheel, J bond, for $31, but it's also 3/4" wide:
"Twenty years from now you will be more disappointed by the things that you didn't do than by the ones you did."Comment
-
Thanks Lazlo, I hope many of our BBS people see this as it should be a big help to all. JIMjimComment
-
Its rough but (sort of) "honest".
Lazlo.Originally posted by lazlo
I didn't and don't think you were "picking". If I did you'd have heard about it.
I thought your comment was "right on".
That "emery" wheel of mine (I know its content) is just a good compromise for general work in the shop. Provided that I keep it "sharp/dressed" it works fine - including for off-hand grinding of lathe tools. I find that with "hollow grinding" my lathe tools - using the "front" of the "emery" wheel - I can get a very good fine edge with minimum effort by just finishing-off - by hand - with a diamong hand hone. Being hollow-ground the lapping is quicker and better and lasts longer than a "flat" face. It is the same process as a wood-worker uses with hollow-grinding a plane iron or a chisel or a power planer blade and follows up with a coarse and fine oil-stone.
I can also revert to or use my belt sander with its selection of new/worn and fine/medium/coarse belts and disks.
If I really need to tear into a lathe tool bit, I can use a 1mm super-good 5" cut-off disc to cut off any large bits and follow up with a good 5" disc in my angle grinder - all out of the shop!!! - and then finish off on the emery wheel on the pedesatl grinder.
I've used these methods for years because I've set my shop around them and they work. If a newer or older-better way for me showed up, I'd have no problem with re-configuring my shop to suit. I'm not that fixed in my ways.
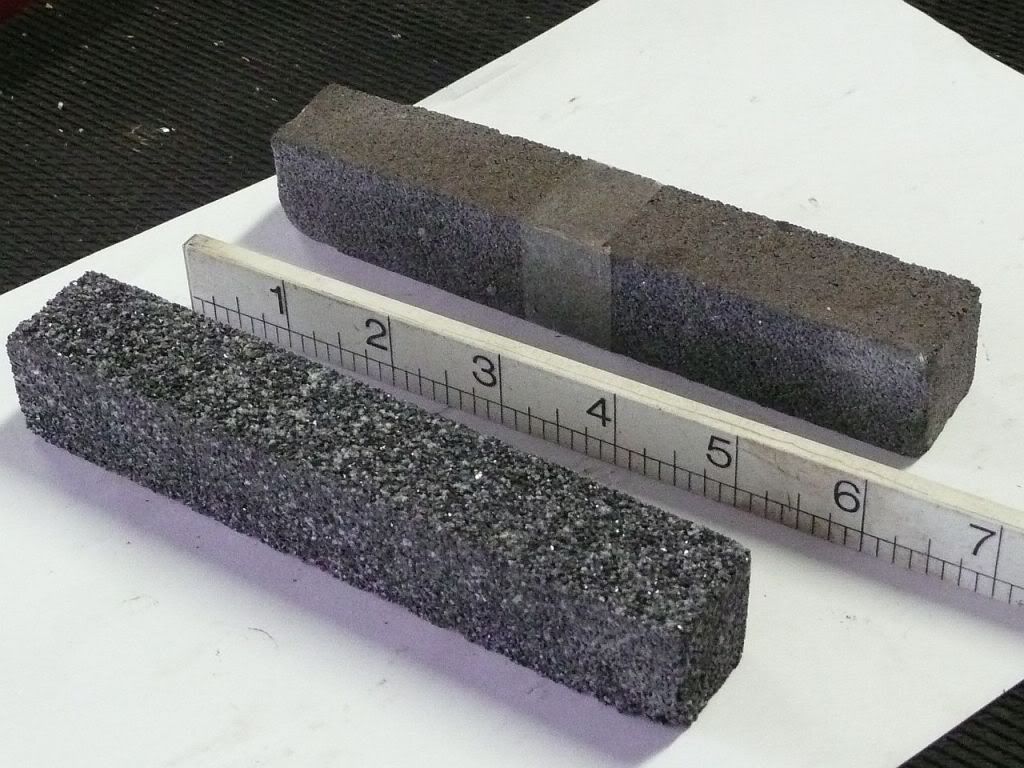
Here are my emery/carborumdum dressing sticks - in their earlier days - for hand-dressing/forming - my "emery" and Al-Ox wheels (yup on the T&C and surface grinders if and as required too!!):
Hand hones:

And some of my Al-Ox, Cubic Boron, "Hard blue", diamond and "other" wheels for my T&C and surface grinders - so I'm not "short":


Comment



.png)

Comment