.png)

 Tweet
Tweet
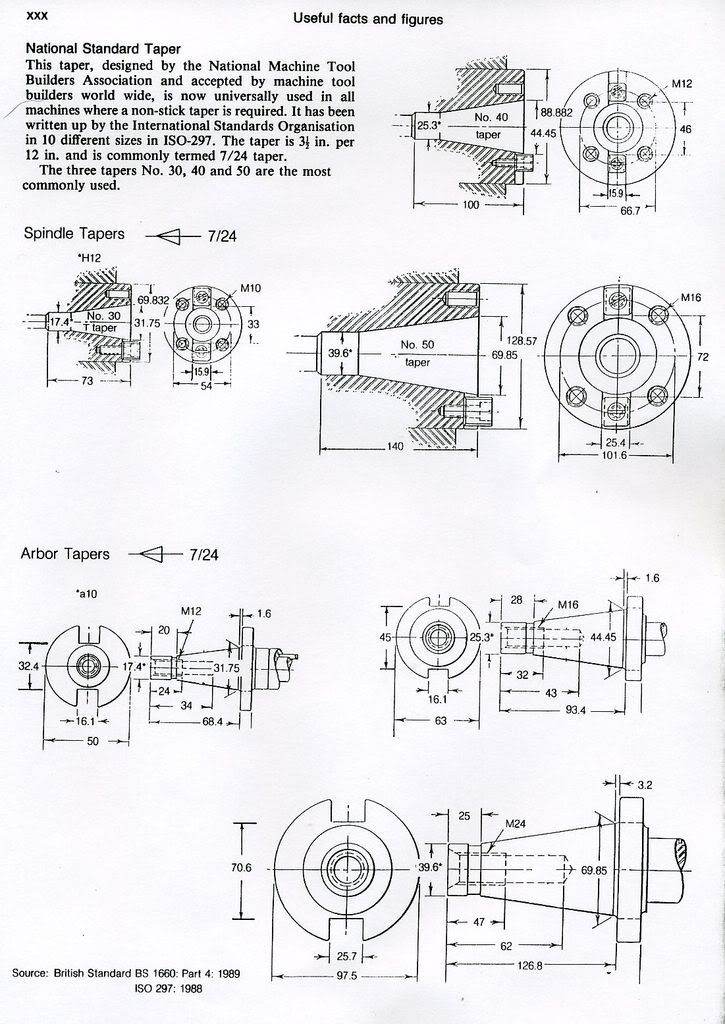
Are current end/shell mill holders designated as NMTB 40 (5/8-11 drawbar)
suitable replacements for manual machines with quills originally configured
for #40 MMT/National Standard taper holders?
.
suitable replacements for manual machines with quills originally configured
for #40 MMT/National Standard taper holders?
.








Comment