.png)

 Tweet
Tweet
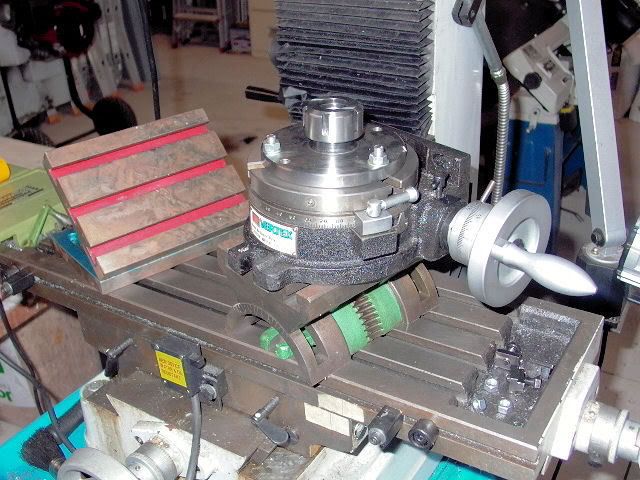
I have a dividing head of unknown make. I have used it for years and it has worked for the jobs I have given it. Now I need to do some work that will require much more accuracy.
With a 5C chuck mounted and a 1/2" ground pin in the chuck I am getting .005 out of round at 4" away from the chuck, this is after I cut a new backplate for the chuck.
I am thinking of buying a Bison set thru and a new backplate but would like to have some input before I plunk down about $600.
I hope after you finish playing w/ your new Christmas toys you can offer some advice.
thanks
ed
With a 5C chuck mounted and a 1/2" ground pin in the chuck I am getting .005 out of round at 4" away from the chuck, this is after I cut a new backplate for the chuck.
I am thinking of buying a Bison set thru and a new backplate but would like to have some input before I plunk down about $600.
I hope after you finish playing w/ your new Christmas toys you can offer some advice.
thanks
ed








Comment