.png)

 Tweet
Tweet
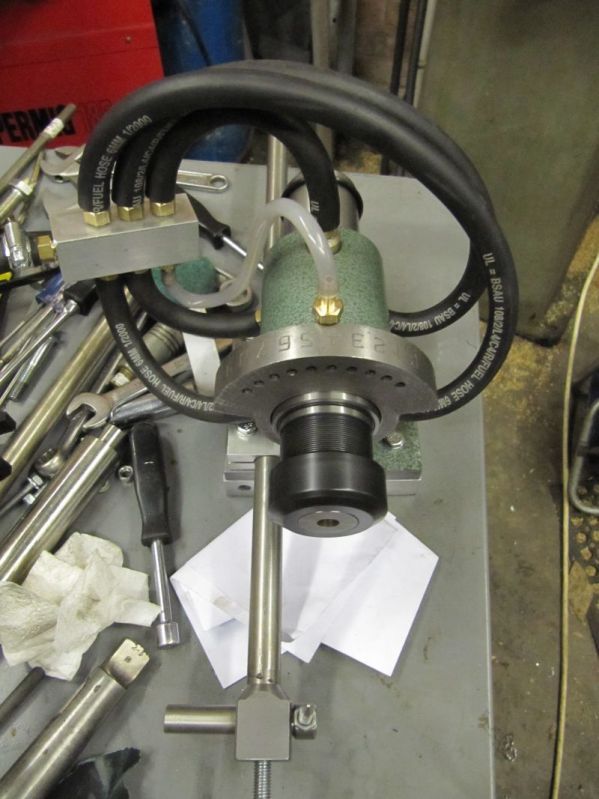
this is still work in progress, but here is my spindex converted to run on air, i read lots on the net to say it wouldn't work, but i had to proove them wrong
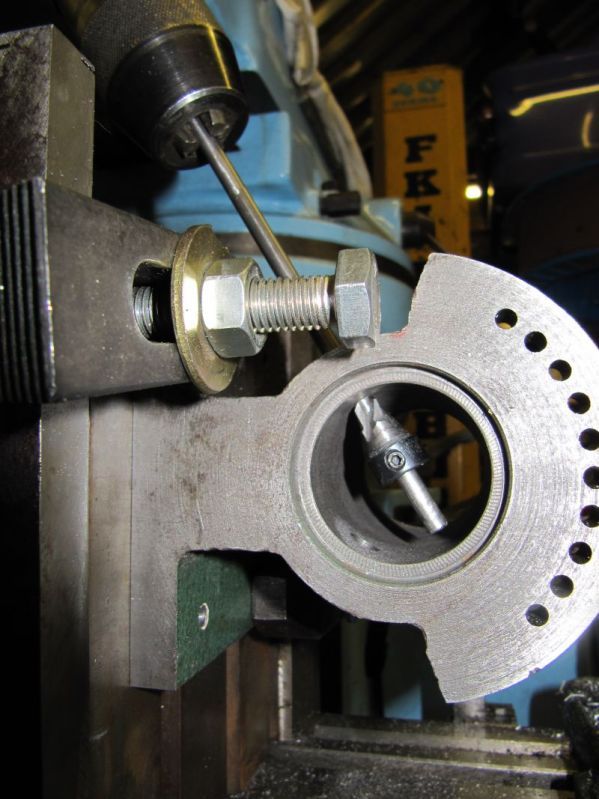
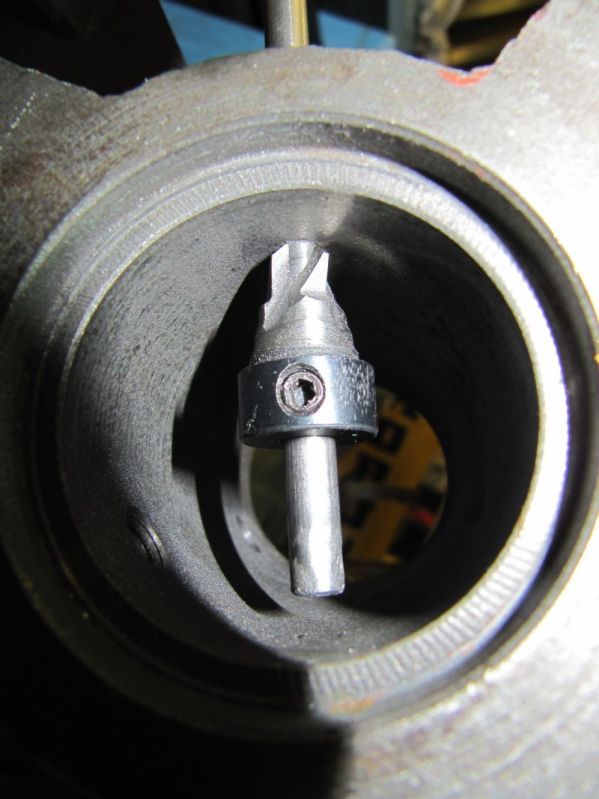
i'm in the process of making various attachments for a clarkson (or march in the us) cutter grinder, i'm half way through making the attachment for releaving the flutes, i used a spindex for the bulk of it, but after completing the finger follower i felt the resistance from the spindle was a bit too much, so i've drilled the spindex for air, i did a test run this morning and while i've still got a lot of tidying up to do to make it a proper job, the spindle works better than i expected.
on 15psi of air it floats, but if you push down on the cutter the resistance becomes more than desired, on 30psi it will still extend smoothly with quite about 10lbs of hand pressure.
it will run for a long time, i set it spinning, went to get a cup of coffee and my camera to shoot a video, i returned some 8 minutes later and it was still happily spinning.
hopefully this link should be a video of it in operation
i drilled the holes into the bore and was careful to back spotface them all to the same size, as this area is what gives the balancing effecto on the spindle. i took some 600 grit paper to the bore of the spindex by hand, but didn't achieve any great improvement
also the tube fittings in the distrubuiton block have different size orifice sections to give a bias to the lower ports, to offset the weight of the spindle, no calcs were done for any of this.
it probably justifies a better write up than this, but i thought i share it regardless, i'm well happy with progress so far
Brian
i'm in the process of making various attachments for a clarkson (or march in the us) cutter grinder, i'm half way through making the attachment for releaving the flutes, i used a spindex for the bulk of it, but after completing the finger follower i felt the resistance from the spindle was a bit too much, so i've drilled the spindex for air, i did a test run this morning and while i've still got a lot of tidying up to do to make it a proper job, the spindle works better than i expected.
on 15psi of air it floats, but if you push down on the cutter the resistance becomes more than desired, on 30psi it will still extend smoothly with quite about 10lbs of hand pressure.
it will run for a long time, i set it spinning, went to get a cup of coffee and my camera to shoot a video, i returned some 8 minutes later and it was still happily spinning.
hopefully this link should be a video of it in operation

i drilled the holes into the bore and was careful to back spotface them all to the same size, as this area is what gives the balancing effecto on the spindle. i took some 600 grit paper to the bore of the spindex by hand, but didn't achieve any great improvement
also the tube fittings in the distrubuiton block have different size orifice sections to give a bias to the lower ports, to offset the weight of the spindle, no calcs were done for any of this.
it probably justifies a better write up than this, but i thought i share it regardless, i'm well happy with progress so far
Brian












Comment