.png)

 Tweet
Tweet
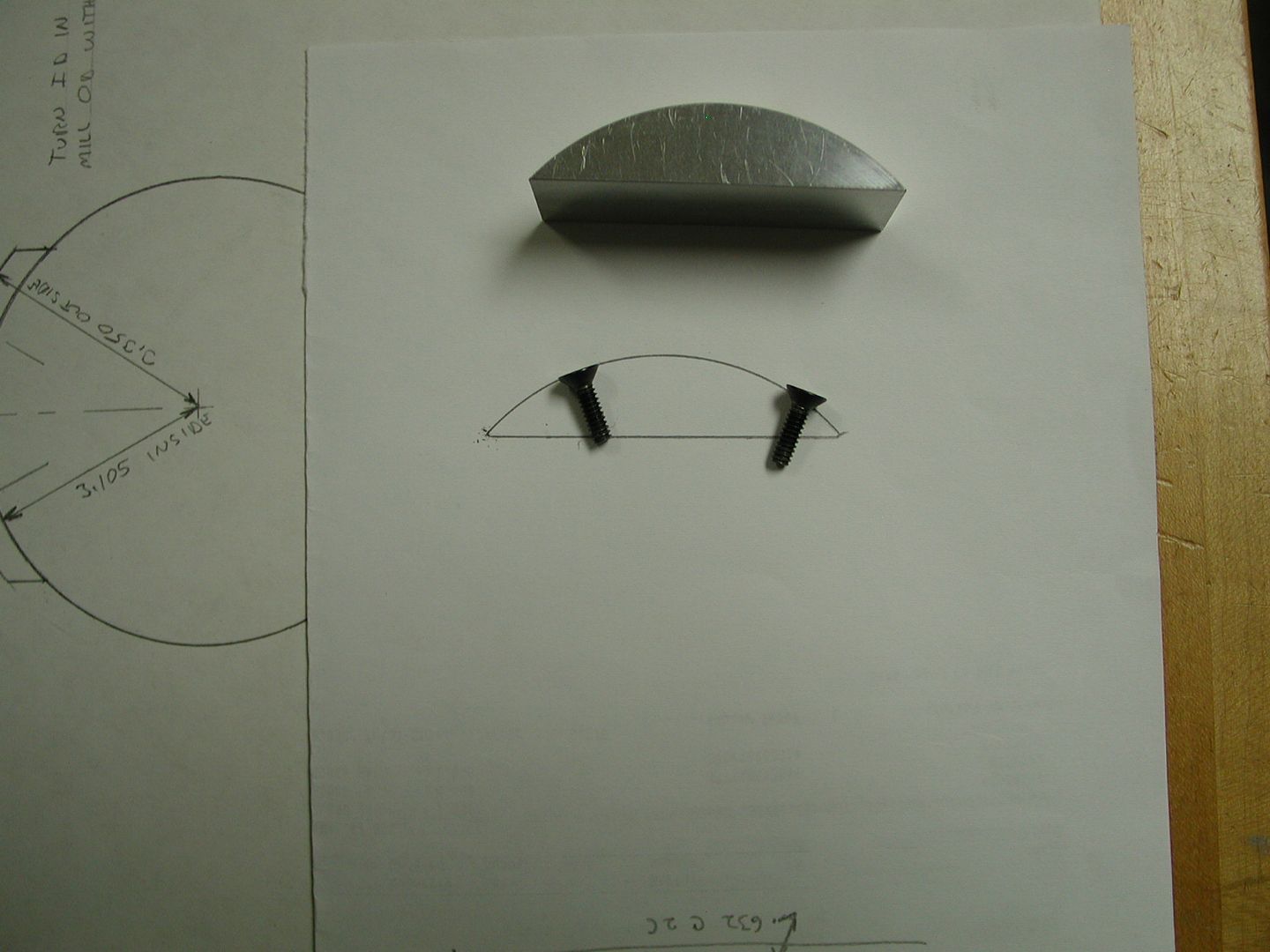
How would you figure the angle to drill on this piece so when the head of the screw is countersunk it sits even as shown in the picture, the screw on the left. I don't want it to end up setting uneven like the screw shown on the right.
JL..............

JL..............











Comment