.png)

 Tweet
Tweet
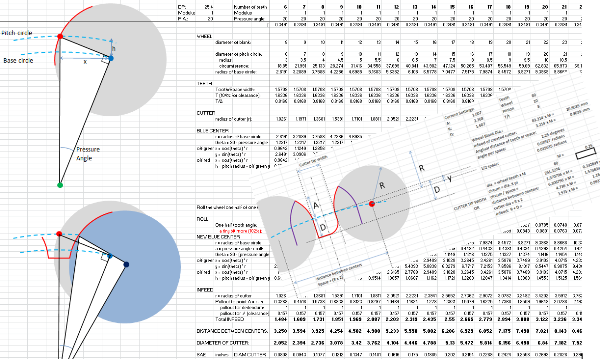
I did geometry and trigonometry for 2 weeks. I filled more than 10 sheets of paper with diagrams and formulae, and created several spreadsheets.
I finally came up with some firm decisions for my train. And that means after many years of planning, building my shop, and getting familiar with the tools on small projects, I have begun construction on my spring detent chronometer pocketwatch.
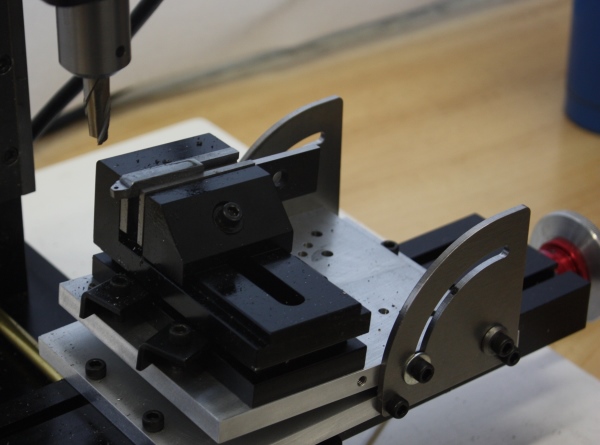
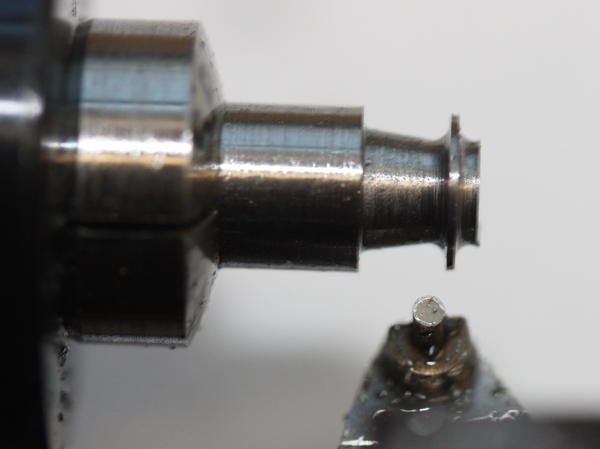
Every journey begins with a single step. This is step one (of a million):
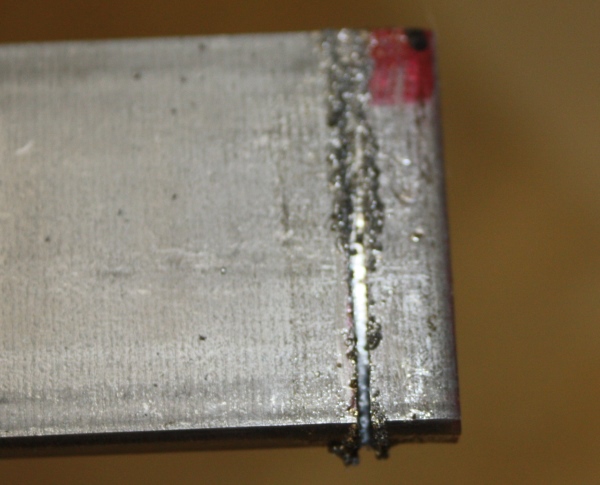
This chunk of steel is going to be a specialized tool. I don't own a lot of expensive equipment, so even this simple cut will take some hand work. Get the hacksaw and cutting oil and get to work:

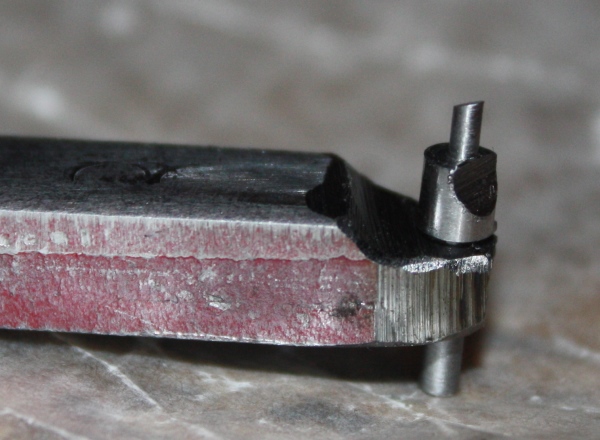
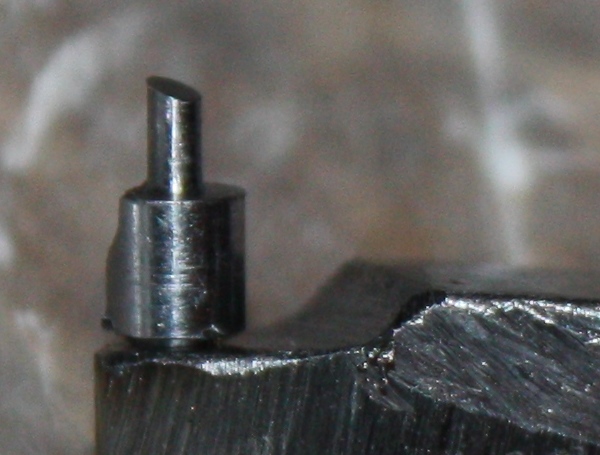
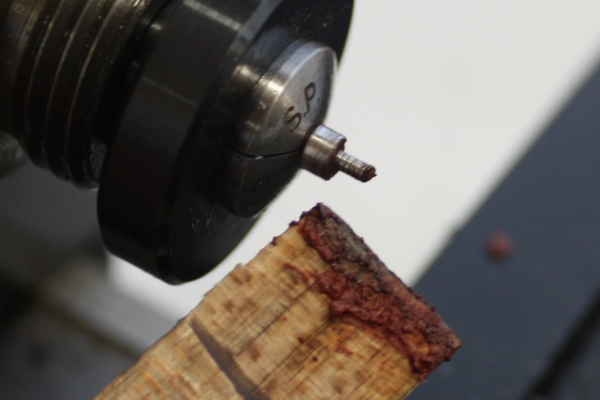
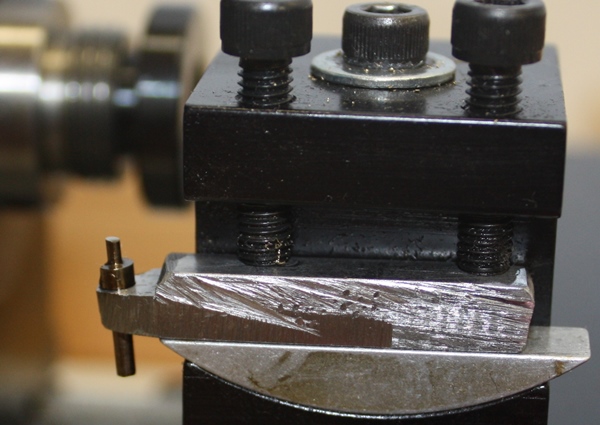
Some rough grinding to put a 5 degree cant on the front edge, and drill a through hole also tilted 5 degrees. It is now a cutter base.

I finally came up with some firm decisions for my train. And that means after many years of planning, building my shop, and getting familiar with the tools on small projects, I have begun construction on my spring detent chronometer pocketwatch.
Every journey begins with a single step. This is step one (of a million):
This chunk of steel is going to be a specialized tool. I don't own a lot of expensive equipment, so even this simple cut will take some hand work. Get the hacksaw and cutting oil and get to work:
Some rough grinding to put a 5 degree cant on the front edge, and drill a through hole also tilted 5 degrees. It is now a cutter base.










 but another option for tempering with better control is a toaster oven. They all manage to get hot enough at 450F tops to bring steel to a "brown" temper. And that's actually softer than you really want. So finding the right setting to get a straw color with some consistency should not be too hard.
but another option for tempering with better control is a toaster oven. They all manage to get hot enough at 450F tops to bring steel to a "brown" temper. And that's actually softer than you really want. So finding the right setting to get a straw color with some consistency should not be too hard.



Comment