.png)

 Tweet
Tweet
Hi,
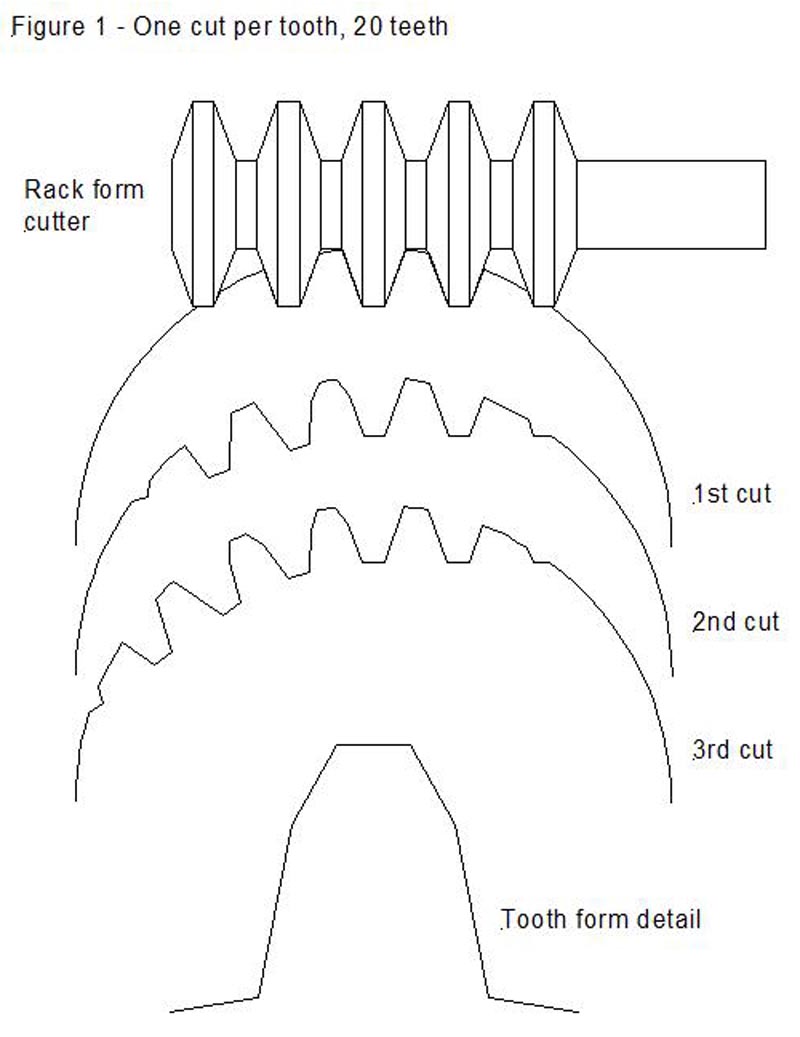
I have a question about cutting gears with a hob. In strictly IC issue 40 it described it. I was wondering if I had a number 1 cutter that is made to cut 135 teeth to a rack. Would that work to cut a gear of say 50 teeth? For a DP of 8, You could cut all the teeth, then raise your head the circular pitch(.393) distance and cut all the teeth again, then lower the circular pitch(-.393) and cut them one more time. Would that be the same as cutting a gear if I were to make my own straight hob??
Here is a link to making your own cutter.
I have a question about cutting gears with a hob. In strictly IC issue 40 it described it. I was wondering if I had a number 1 cutter that is made to cut 135 teeth to a rack. Would that work to cut a gear of say 50 teeth? For a DP of 8, You could cut all the teeth, then raise your head the circular pitch(.393) distance and cut all the teeth again, then lower the circular pitch(-.393) and cut them one more time. Would that be the same as cutting a gear if I were to make my own straight hob??
Here is a link to making your own cutter.




Comment