.png)
 Tweet
Tweet
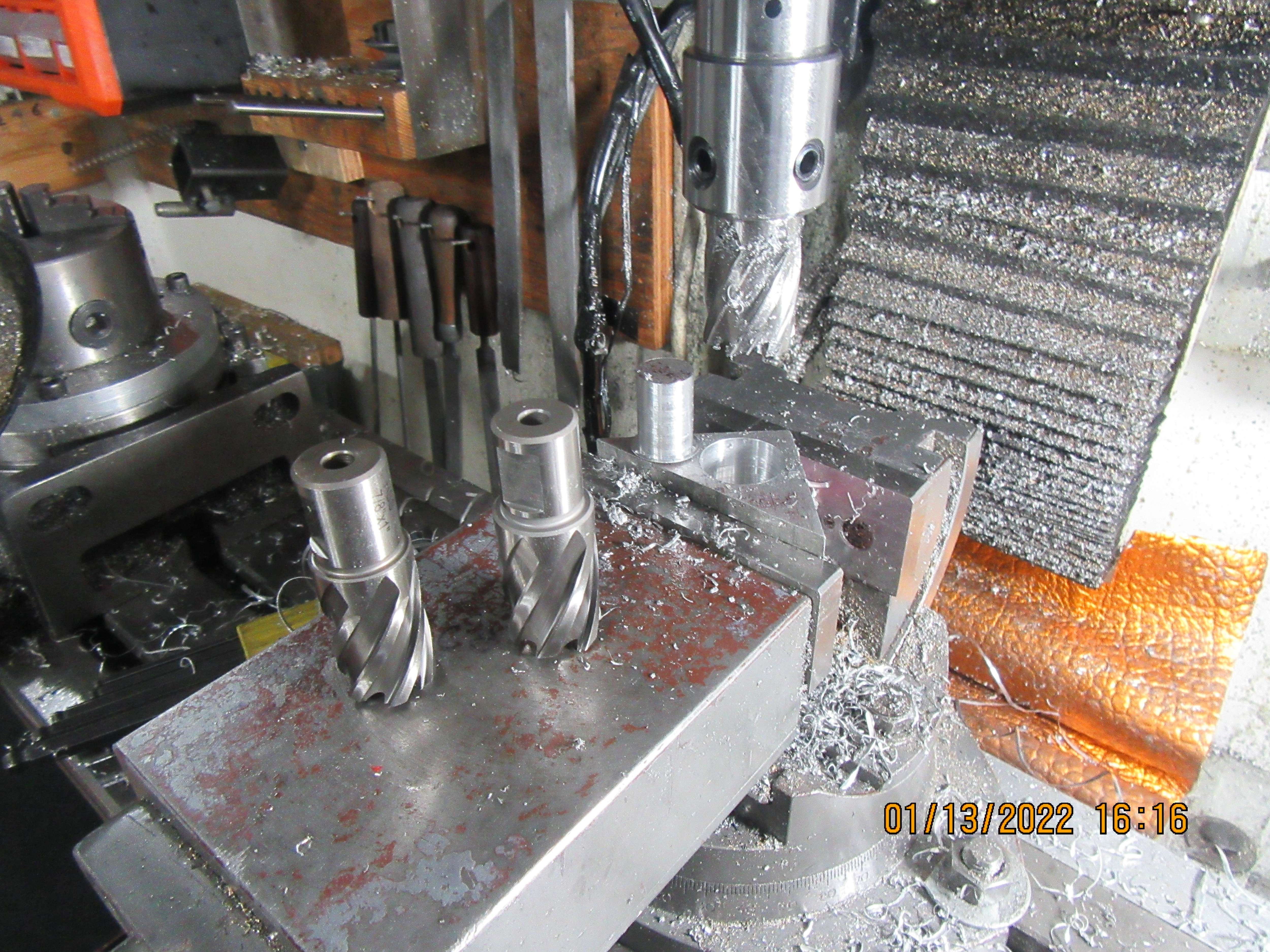
Quite simple really.
Find the part position in X and Y, move to the hole position.
Place Annular cutter in the spindle and produce hole.
Find the part position in X and Y, move to the hole position.
Place Annular cutter in the spindle and produce hole.






Comment