.png)

 Tweet
Tweet
Some of us have been afflicted with the desire or need to build our own lathe, mill, drill press- what have you. At every stage of any such project, obstacles come up that must be overcome if the finished machine is to meet design goals and perform as intended. There may be nearly as many ways to meet these goals as there are people willing to rise to this challenge. If you are one of these people, you would most likely be interested to see what others have come up with, what issues they faced along the way, how they resolved those issues, and possibly how the design changed during the course of the project.
Feel free to contribute your own experiences in any such endeavor, whether it be a simple project or a complex one. I humbly suggest we try to keep this thread to thngs which are motor operated, and intended to be able to machine something- the material it works with being irrelevant. A home built dremel type tool qualifies, as would a battery operated pocket drill bit sharpener, as would a scrap metal sorting contraption, as would of course a lathe, mill, drill press, credit card muncher, or an automatic soup stirrer.
I would also suggest that any self-functional addition to an existing machine would qualify, like say a homemade toolpost grinder, or a thread grinding attachment. If you've made a left hand screw maker, let's hear what screwed up during that project, and how you unscrewed it.
Post pictures, add comments or suggestions, where you found a certain component, etc. Since we are all human, a certain amount of 'shop language' can be tolerated, within the rules of the forum of course. We all get frustrated when something doesn't go right- words like !@#$Q#!, or &*#@(*$*@ or @@#m, or crap are ok by me, even some others. That can be, ah, descriptive as part of a project, and it's sometimes good to know what particular process has been enough to drive a person over the edge.
Without further ado, let me begin by telling of an issue that came up for me tonight, and how I plan to resolve it- unless someone has a better idea-
Feel free to contribute your own experiences in any such endeavor, whether it be a simple project or a complex one. I humbly suggest we try to keep this thread to thngs which are motor operated, and intended to be able to machine something- the material it works with being irrelevant. A home built dremel type tool qualifies, as would a battery operated pocket drill bit sharpener, as would a scrap metal sorting contraption, as would of course a lathe, mill, drill press, credit card muncher, or an automatic soup stirrer.
I would also suggest that any self-functional addition to an existing machine would qualify, like say a homemade toolpost grinder, or a thread grinding attachment. If you've made a left hand screw maker, let's hear what screwed up during that project, and how you unscrewed it.
Post pictures, add comments or suggestions, where you found a certain component, etc. Since we are all human, a certain amount of 'shop language' can be tolerated, within the rules of the forum of course. We all get frustrated when something doesn't go right- words like !@#$Q#!, or &*#@(*$*@ or @@#m, or crap are ok by me, even some others. That can be, ah, descriptive as part of a project, and it's sometimes good to know what particular process has been enough to drive a person over the edge.
Without further ado, let me begin by telling of an issue that came up for me tonight, and how I plan to resolve it- unless someone has a better idea-
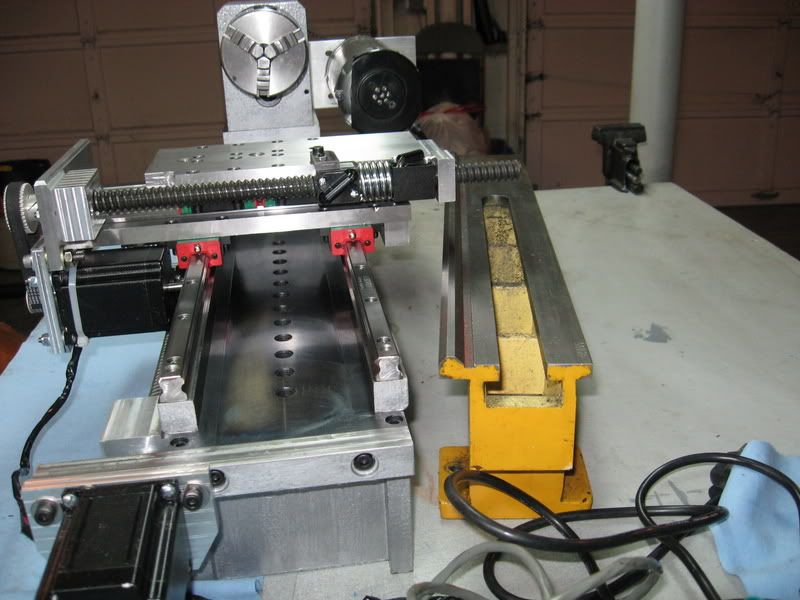
 Pretty close, but from rolling a piece of tgp rod against those surfaces, I see a 'hill' of about 3 to 5 thou on one side, and a valley of the same size opposite that. I rolled the rod against those surfaces to take into account any bend that might be in the rod. There was some bend, and 90 degrees to that in either direction, the rod was straight.
Pretty close, but from rolling a piece of tgp rod against those surfaces, I see a 'hill' of about 3 to 5 thou on one side, and a valley of the same size opposite that. I rolled the rod against those surfaces to take into account any bend that might be in the rod. There was some bend, and 90 degrees to that in either direction, the rod was straight. 








.png)




Comment