.png)

 Tweet
Tweet
GGRRRR...
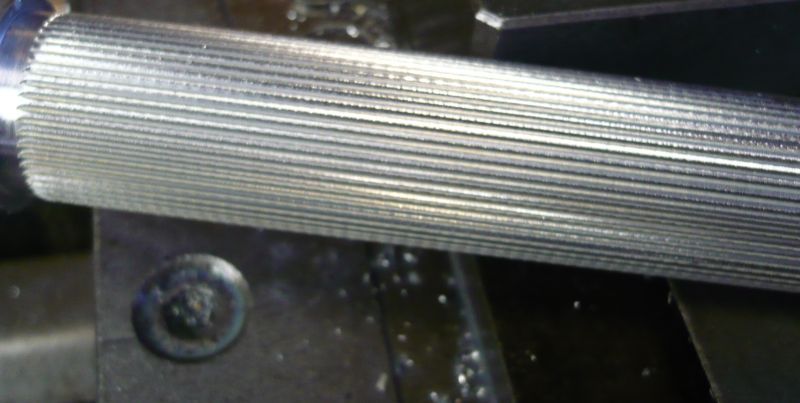
I need to make a knurl on some aluminum parts, but haven't been too successful.
So what's the big secret to knurling?
I first tried one of those "Fixed" knurlers, but the pattern seemed to double-track.
So I switched to a "Floating Head" type knurler. The first attempt came out beautifully. Then on the following parts, Double-Tracking nonsense again.
UUUGGGHHH !!!!
What gives?
The knurler is on center. I have low RPM's. I'm feeding it at .015 per rev.
Plunging in about .01-.015.
Please educate me.
I need to make a knurl on some aluminum parts, but haven't been too successful.
So what's the big secret to knurling?
I first tried one of those "Fixed" knurlers, but the pattern seemed to double-track.
So I switched to a "Floating Head" type knurler. The first attempt came out beautifully. Then on the following parts, Double-Tracking nonsense again.
UUUGGGHHH !!!!
What gives?
The knurler is on center. I have low RPM's. I'm feeding it at .015 per rev.
Plunging in about .01-.015.
Please educate me.


















Comment