 Tweet
Tweet
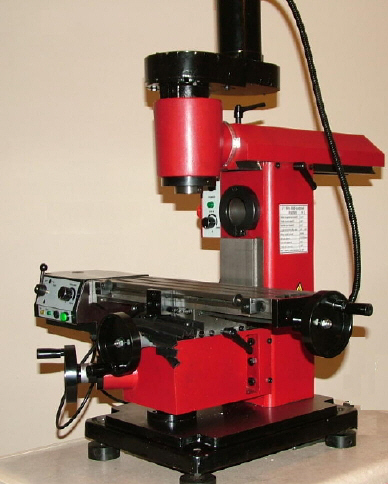
Is that a model or the real thing? It's so tiny it looks like a crank handle on the back. ")
.png)
 He's a true to life HSM'er, Haha!
He's a true to life HSM'er, Haha!
 I'm picturing the "spindle-with-motor-as-module" thing in the manner of the Arboga UM400. The Seig is obviously not the exact same concept, but there are similarities when you consider it as a mounting platform with x/y table, aligned mounting bores in both vertical and horizontal planes, and an independently driven spindle.
I'm picturing the "spindle-with-motor-as-module" thing in the manner of the Arboga UM400. The Seig is obviously not the exact same concept, but there are similarities when you consider it as a mounting platform with x/y table, aligned mounting bores in both vertical and horizontal planes, and an independently driven spindle.

 .....i see the thing as an electric power saver ..do the small jobs on this ..and not on the mamouth machines
.....i see the thing as an electric power saver ..do the small jobs on this ..and not on the mamouth machines










Comment