.png)
 Tweet
Tweet
I wouldn't know how dull a hoe is, or how hard a devil's horn is, but maybe your spindle speed is too fast and where is your coolant?
-
-
bronze can be tough. A good rule with copper alloys, bronze, brass etc is use a sharp tool - one that hasn't been used on steel. That applies to endmills, files, etclocated in Toronto OntarioComment
-
I would also expect you need coolant otherwise the heat will work harden the bronze and will dull your endmills very quickly.Originally posted by Mcgyver View PostComment
-
There is no coolant system on my mill nor my lathe. Both are strictly "squirt cutting oil on with an oilcan" machines. I got done what I needed to get done, but that particular type of bronze is very tough stuff to cut. Spindle speed was about 600 rpm.Brian Rupnow
Design engineer
Barrie, Ontario, CanadaComment
-
I have done a lot of aluminum bronze. You don't normally need cutting oil except for holemaking, but it is tough stuff to cut on. Carbide will go easier than HSS. It probably went as well as could be expected.Kansas City areaComment
-
With a sharp HSS endmill and the garden hose flowing water right at the end mill, it should cut nice and not work harden the alum bronze. Try it
Comment
-
I was cutting with a 3/8" four flute carbide. I machined one side of the bronze with successive plunge cuts of 0.010", and that made the mill work pretty hard. You know when it is working hard because the noise changes. Just for giggles, I left the milling cutter at full depth and went around to the other side, and found I could take 0.015" side cuts, and the mill didn't sound like it was working as hard.Brian Rupnow
Design engineer
Barrie, Ontario, CanadaComment
-
Wow, I'm surprised you had any cutting problems with carbide. Are they solid carbide end mills? If so, they should cut through that like butter.Originally posted by brian Rupnow View PostComment
-
Aluminum bronze is quite tough. Agree it sounds like it went OK for what you were cutting.CNC machines only go through the motions.
Ideas expressed may be mine, or from anyone else in the universe.
Not responsible for clerical errors. Or those made by lay people either.
Number formats and units may be chosen at random depending on what day it is.
I reserve the right to use a number system with any integer base without prior notice.
Generalizations are understood to be "often" true, but not true in every case.Comment
-
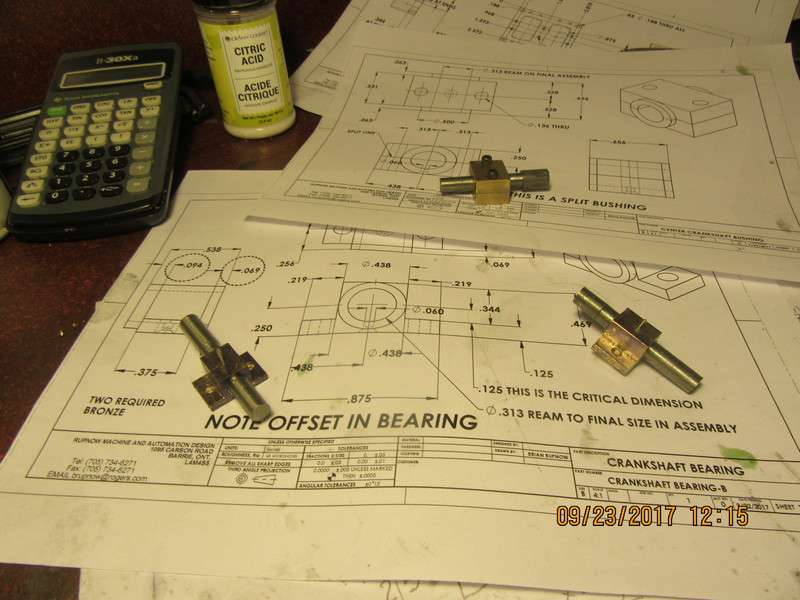
I'm sure that if 100 engineers/machinists were asked "How do you turn that round bit on either side of the rectangular bearings?" you would probably get 100 different answers that all work. This is what works for me. I machine the bearing blocks to finished size on the outside, put the appropriate bolt holes in, and ream the bore to 1/32" undersize. Then I turn up a short piece of round bar that is a snug fit in the bearing block, coat the round rod with Loctite 638 and assemble as you see them. For the two outside bearings which have 1/16" oil holes in one side, I drilled 1/16" thru the bearing and thru the round rod so that I can Loctite a short piece of 1/16" crs rod thru both bearing and shaft because the cuts taken in the lathe will be interrupted cuts and I wanted the extra insurance that the bearing wouldn't break free from the round rod while I was turning them. The center bearing has an oil hole also, but when I made the two halves I drilled a clearance hole on one half and a #5 threaded hole in the other half, so it will put enough "squeeze" on the stubby shaft that I'm not concerned about it breaking free from the shaft while turning it.
 Last edited by brian Rupnow; 09-23-2017, 01:20 PM.Brian Rupnow
Last edited by brian Rupnow; 09-23-2017, 01:20 PM.Brian Rupnow
Design engineer
Barrie, Ontario, CanadaComment
-
What's the tolerance on the outside diameter? If 0.001 is acceptable then I would have just CNC milled it.Comment
-
Yes, and if you have a cnc mill and the knowledge to program it, then that would have been a fine way to go about it. My machines are manual.Originally posted by 3 Phase Lightbulb View PostBrian Rupnow
Design engineer
Barrie, Ontario, CanadaComment
-
If my CNC mill stopped working I would have a hissy fit, then once I calmed down I would throw my rotary table on the mill and mount a shaft like you did but use it to center the blocks in the middle of the r-table and mill away.Originally posted by brian Rupnow View PostComment
-
Without taper mandrels, the loctite approach seems perfectly suitable for turning those portions. They are pretty much decorative, except for ones that may have a thrust bearing against them. But bearings often have 'em and they look good, look "finished", etc. I like 'em.
And I like the approach to machining them too. CNC works, and I want a CNC mill, but it does lack a soul.......CNC machines only go through the motions.
Ideas expressed may be mine, or from anyone else in the universe.
Not responsible for clerical errors. Or those made by lay people either.
Number formats and units may be chosen at random depending on what day it is.
I reserve the right to use a number system with any integer base without prior notice.
Generalizations are understood to be "often" true, but not true in every case.Comment
-
I've always done bits like that on a stub mandrel in the lathe, no risk of tool marks like you can get in a mill, but as Brian says there's many ways to come at itlocated in Toronto OntarioComment



Comment